

2024-09-09
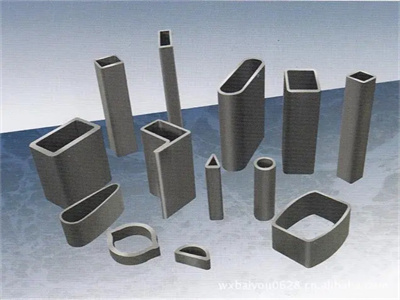
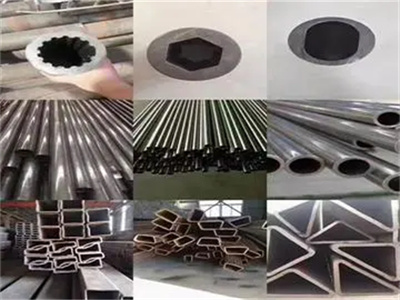
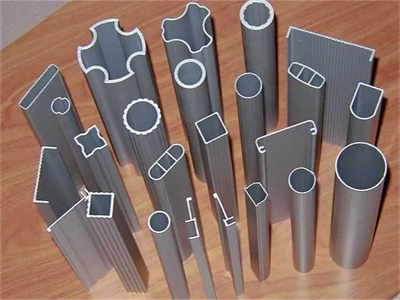
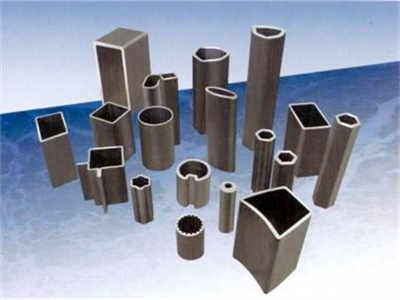
海宁市:异型钢管32*4各地区价格表本词条由科普科学百科词条编写与应用工作项目 审核 。异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝
2024-09-09
乐清市:异型钢管32*4各地区价格表本词条由科普科学百科词条编写与应用工作项目 审核 。异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝

2024-09-09
瑞安市:异型钢管32*4各地区价格表本词条由科普科学百科词条编写与应用工作项目 审核 。异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝

2024-09-09
慈溪市:异型钢管32*4各地区价格表本词条由科普科学百科词条编写与应用工作项目 审核 。异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝

2024-09-09
余姚市:异型钢管32*4各地区价格表本词条由科普科学百科词条编写与应用工作项目 审核 。异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝
2024-09-09
建德市:异型钢管32*4各地区价格表本词条由科普科学百科词条编写与应用工作项目 审核 。异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝
2024-09-09
建德市:异型钢管32*4各地区价格表本词条由科普科学百科词条编写与应用工作项目 审核 。异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝
2024-09-09
丽水市:异型钢管32*4各地区价格表本词条由科普科学百科词条编写与应用工作项目 审核 。异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝

2024-09-09
台州市:异型钢管32*4各地区价格表本词条由科普科学百科词条编写与应用工作项目 审核 。异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝
2024-09-09
舟山市:异型钢管32*4各地区价格表本词条由科普科学百科词条编写与应用工作项目 审核 。异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝

2024-09-09
衢州市:异型钢管32*4各地区价格表本词条由科普科学百科词条编写与应用工作项目 审核 。异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝

2024-09-09
金华市:异型钢管32*4各地区价格表本词条由科普科学百科词条编写与应用工作项目 审核 。异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝

Copyright © 2023 天津万盛钢联商贸有限公司
服务热线