

2024-09-09
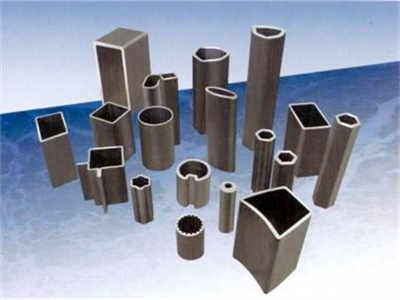
浙江省:异型钢管32*4各地区价格表本词条由科普科学百科词条编写与应用工作项目 审核 。异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝

2024-06-05
(一)切削加工性异型管材料的切削加工性系指金属接受切削加工的能力,也是指金属经过加工而成为合乎要求的工件的难易程度。通常可以切削后工作表面的粗糙程度、切削速度和刀具磨损程度来评价金属的切削加工性。(二
2024-06-05
铁水预处理,主要是指铁水在进入转炉之前的脱硫处理。广义的铁水预处理是指包括对铁水脱硫、脱硅、脱磷的三脱处理,另外还有特殊铁水的预处理。铁水脱硫是二十世纪70年代发展起来的铁水处理工艺技术,它已成为异型
2024-06-05
表面质量检验主要是对材料、外观、形状、表面缺陷的检验。异型管表面缺陷产生的原因主要上由于、运输、装卸、保管等操作不当造成的。各种表面缺陷是否允许存在,或者允许存在程度,在的关标准中均的明确规定。常
2024-06-05
异型管产生的渣主要包括高炉渣、转炉渣、电炉渣、精炼渣及铁水预处理渣。细分起来,铁水预处理渣包括脱硫渣、脱硅与脱磷渣;转炉渣包括普通转炉渣、双联转炉脱磷渣或者转炉双渣法脱磷渣和脱碳渣。其中含磷炉渣脱
2024-09-09
舟山市:异型钢管32*4各地区价格表本词条由科普科学百科词条编写与应用工作项目 审核 。异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝
2024-06-05
之前我们曾经介绍过“五种元素在不锈钢异型管中的作用”,下面我们再和大家聊聊异型管中合金元素的七点作用:(一)形成合金固溶体凡是溶入铁素体的合金元素均起固溶强化作用,使钢的强度和硬度提高、韧性降低;(二
2024-09-18
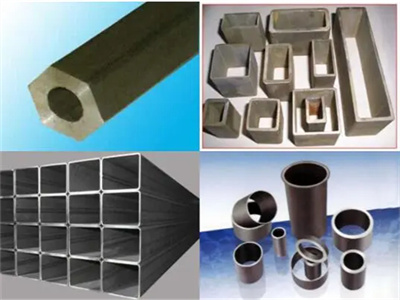
平湖:三角形钢管60*5各地区价格表 异型方管是一种空心方形的截面型钢钢管,也称为钢制冷弯型材。异型方管是以热轧或冷轧带钢或卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的型
2024-06-05
聚乙烯防腐涂层以其良好的抗腐蚀性、抗水气渗透性以及力学性能等,在石油管道行业得到了广泛应用。不过,这种防腐层异型管在打磨预留段聚乙烯层坡口时,管端焊缝余高未修磨或修磨不平整,会导致焊缝突出部分聚乙烯底
2024-06-05
(一)冷弯试验检验金属材料冷弯性能的一种方法,即将异型钢管试样围绕具有一定直径的弯心弯到一定的角度或不带弯心弯到两面接触后检查弯曲处附近的塑性变形情况,看是否有裂纹等缺陷存在,以判定材料是否合格,弯心
2024-06-05
异型钢管按所承受的高温性能分为一般锅炉管和高压锅炉管,无论一般锅炉管或高压锅炉管按其用途要求不同又可分为各种钢管。规格及外观质量(一)GB3087-2008《低中压锅炉用异型钢管》和GB5310-95
2024-06-05
一、异型管及夹具在热处理前均应清除油污、残盐、油漆等外来物;二、在真空炉中首次使用的夹具,应预先在不低于工件所要求的真空度下进行除气净化处理;三、在热处理过程中易变形工件,应在专用夹具上进行加热。预热

Copyright © 2023 天津万盛钢联商贸有限公司
服务热线