
2024-11-22
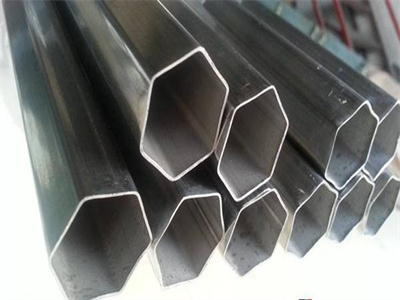
涿州:32*6Φ八角形钢管-天津市异型钢管厂 异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。中文名异型管
2024-11-22
沙河:32*6Φ八角形钢管-天津市异型钢管厂 异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。中文名异型管

2025-01-25
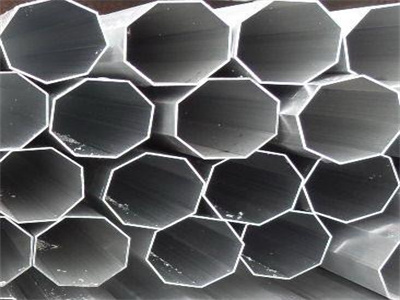
南宫:异型无缝钢管各地区价格表-天津万盛异型钢管厂除了圆管以外的其他截面形状的无缝钢管的总称同义词异型钢管(机械零部件)一般指异型无缝钢管异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢

2024-11-22
衡水:32*6Φ八角形钢管-天津市异型钢管厂 异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。中文名异型管

2024-09-18
乐清:三角形钢管60*5各地区价格表 异型方管是一种空心方形的截面型钢钢管,也称为钢制冷弯型材。异型方管是以热轧或冷轧带钢或卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的型
2024-11-22
保定:32*6Φ八角形钢管-天津市异型钢管厂 异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。中文名异型管

2024-11-22
张家口:32*6Φ八角形钢管-天津市异型钢管厂 异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。中文名异型

2024-11-22
承德:32*6Φ八角形钢管-天津市异型钢管厂 异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。中文名异型管

2024-11-22
承德:32*6Φ八角形钢管-天津市异型钢管厂 异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。中文名异型管

2024-11-22
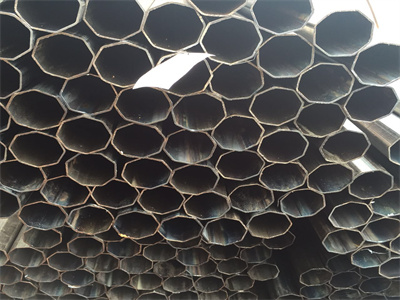
南宫:32*6Φ八角形钢管-天津市异型钢管厂 异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。中文名异型管

2024-11-22
廊坊:32*6Φ八角形钢管-天津市异型钢管厂 异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。中文名异型管

2024-11-22
武安:32*6Φ八角形钢管-天津市异型钢管厂 异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。中文名异型管

Copyright © 2023 天津万盛钢联商贸有限公司
服务热线